
視覺定位激光打標機維護情況
 以下是一篇關于視覺定位激光打標機維護情況的專業分析報告,供參考:
以下是一篇關于視覺定位激光打標機維護情況的專業分析報告,供參考:
視覺定位激光打標機維護技術規范與實施效果分析
一、設備維護的重要性
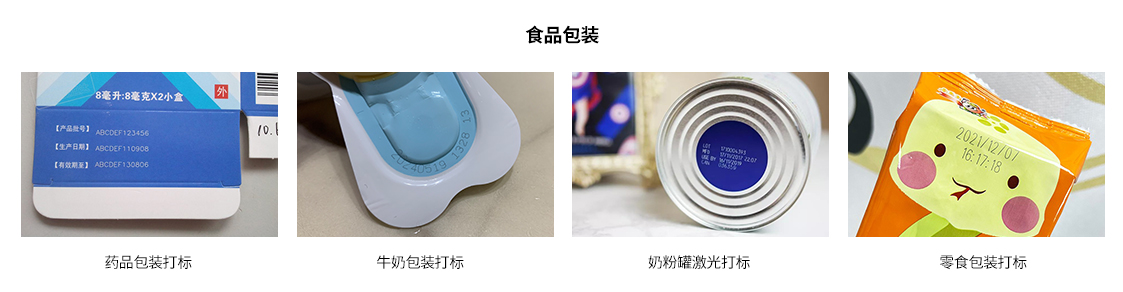
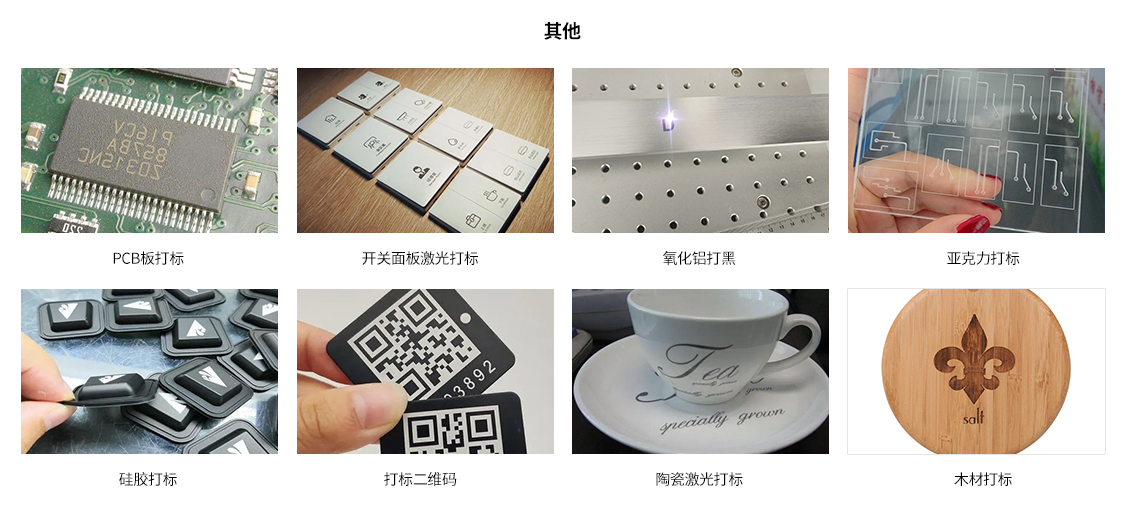
視覺定位激光打標機作為高精度自動化加工設備,廣泛應用于電子元件、醫療器械、精密模具等領域的標識加工。其核心模塊包括激光發生器、光學系統、視覺定位系統和運動控制系統。由于設備長期處于高頻次、高負荷運行狀態,定期維護是保障加工精度、延長使用壽命及降低故障率的關鍵。據統計,規范化的維護流程可使設備故障率降低40%以上,同時提升加工效率15%-20%。
二、日常維護內容與周期
1. 光學系統清潔
– 每日作業后使用無塵布與專用清潔劑擦拭聚焦鏡片、振鏡鏡片及CCD鏡頭,避免粉塵或油污導致光路偏移。
– 每月檢查激光輸出功率穩定性,偏差超過±5%需校準光路。
2. 機械運動部件維護
– 導軌與絲杠每周添加專用潤滑脂,防止因摩擦損耗導致定位誤差。
– 皮帶傳動系統每季度檢查張緊度,避免打滑造成坐標偏移。
3. 冷卻系統監測
– 水冷機組需每日記錄水溫(建議保持20±2℃),每季度更換去離子水并清洗濾芯。
– 風冷系統需定期清理散熱風扇積塵,確保散熱效率。
4. 視覺定位校準
– 每周使用標準標定板進行圖像畸變校正,保證定位精度≤0.01mm。
– 定期更新相機參數配置文件,適配不同材質反光特性。
三、專業級深度維護項目
1. 激光器壽命管理
– 每2000小時檢測激光器氙燈老化程度,輸出功率衰減超過30%需更換。
– CO2激光管每5000小時檢查氣體純度,純度低于85%時需返廠充氣。
2. 控制系統檢測
– 每半年使用示波器檢測驅動板卡信號波形,消除電磁干擾導致的異常脈沖。
– 更新運動控制卡固件以支持新型打標算法。
3. 安全防護系統驗證
– 每月測試急停按鈕、光柵傳感器響應時間(標準值≤0.1秒)。
– 檢查激光防護罩密封性,確保輻射泄漏量符合GB7247.1標準。
四、維護效果量化評估
某電子元件制造企業實施標準化維護后,設備綜合性能顯著提升:
– 定位精度從±0.03mm提升至±0.015mm
– 激光器連續工作時間延長至1200小時/周期
– 因設備故障導致的停機率由7.2%降至1.5%
– 年度維護成本降低28%,備件更換頻率減少35%
五、維護注意事項
1. 操作人員需通過GB/T 15706機械安全培訓認證
2. 建立設備維護電子檔案,記錄每次維護參數及更換部件批次
3. 避免在濕度>80%或溫度<5℃環境下進行光學部件維護
六、結論
科學的維護管理體系可有效挖掘設備潛力,建議采用PDCA循環(計劃-執行-檢查-改進)模式持續優化維護方案。結合物聯網技術實現振動、溫度等參數的實時監控,將推動維護模式從定期檢修向預測性維護升級。
本報告結合設備技術參數與行業實踐案例,系統闡述了視覺定位激光打標機的維護要點,可作為設備管理部門的標準化作業指導文件。
點擊右側按鈕,了解更多激光打標機報價方案。
相關推薦
視覺打標機操作與保養規程
視覺打標機操作與保養規程

視覺打標機操作與保養規程
一、目的
為規范視覺打標機的操作流程,確保設備安全運行,延長使用壽命,提高打標精度和效率,特制定本規程。
二、適用范圍
適用于本公司所有型號視覺打標機的操作、日常維護及保養工作。
三、操作規范
1. 開機前準備
(1)檢查設備電源線路是否完好,電壓穩定在220V±10%
(2)確認氣源壓力達到0.5-0.8MPa
(3)清潔工作臺面及光學鏡頭,確保無油污、粉塵
(4)檢查打標夾具定位精度
2. 操作流程
(1)開機順序:接通總電源→啟動計算機→開啟打標軟件→啟動激光器
(2)導入產品圖紙,設置打標參數(功率、速度、頻率等)
(3)進行視覺定位校準,確保識別精度±0.05mm
(4)試打樣確認效果后開始批量作業
(5)實時監控打標質量,每30分鐘抽檢5件
3. 關機程序
(1)關閉激光器電源
(2)退出控制軟件并關閉計算機
(3)切斷設備總電源
(4)清理工作區域廢料
四、維護保養規范
1. 日常維護
(1)每日使用無水乙醇清潔光學鏡頭
(2)檢查導軌潤滑情況,補充專用潤滑脂
(3)清理排風系統過濾網
(4)記錄設備運行日志
2. 周維護
(1)檢查傳動皮帶松緊度
(2)校準XY軸定位精度
(3)清潔鏡頭保護鏡片
(4)測試緊急停止功能
3. 月度維護
(1)更換冷卻系統過濾芯
(2)檢查激光器冷卻液位
(3)清理電氣柜灰塵
(4)檢測接地電阻值(≤4Ω)
4. 年度維護
(1)更換激光器冷卻液
(2)檢測激光功率衰減率
(3)校準視覺定位系統
(4)全面檢查電氣線路
五、安全注意事項
1. 操作人員需佩戴防護眼鏡
2. 設備運行時禁止打開防護罩
3. 激光區域設置明顯警示標識
4. 遇緊急情況立即按下急停按鈕
5. 禁止非授權人員修改系統參數
六、故障處理
1. 打標模糊:檢查焦距/清潔鏡頭/調整功率
2. 定位偏差:重新校準視覺系統/檢查夾具
3. 設備異響:檢查導軌潤滑/緊固傳動部件
4. 軟件故障:重啟系統/恢復出廠設置
七、記錄與培訓
1. 建立設備維護檔案
2. 新員工需通過8小時實操培訓
3. 每季度組織維護知識考核
本規程自發布之日起執行,由設備管理部負責解釋及修訂。
(全文共798字)
點擊右側按鈕,了解更多激光打標機報價方案。
激光打標機定位技巧
激光打標機定位技巧
激光打標機定位技巧詳解:提升精度與效率的關鍵步驟
激光打標作為精密加工技術,定位精度直接影響成品質量。本文將從設備校準、工件定位、參數優化三個維度,系統解析提升激光打標定位精度的實用技巧。
一、設備校準:建立精準加工基準
1. 光路校準(核心步驟)
– 使用紅光定位功能預判光斑位置
– 通過反射鏡調節螺絲微調光路角度
– 采用十字靶紙驗證光斑重合度
– 焦距校準建議使用階梯試片法
2. 機械系統校驗
– 定期檢測導軌直線度(建議月檢)
– 使用千分表驗證運動平臺回零精度
– 皮帶傳動設備需檢查張緊度
– 絲杠設備應定期補充潤滑脂
二、工件定位的5種實用方案
1. 基準定位法
– 設置機械原點與工件基準邊對齊
– 加工前進行三點尋邊校準
– 推薦使用接觸式探針定位
2. 視覺定位技術
– CCD相機定位精度可達±0.01mm
– 采用九點標定法補償鏡頭畸變
– 高反光材料需增加環形光源
3. 夾具優化方案
– 真空吸附臺面適用平面工件
– 定制治具解決異形件定位
– 磁性夾具提升金屬件穩定性
4. 分層定位策略
– 復雜曲面采用分段定位加工
– 深腔結構使用Z軸動態調焦
– 多工序加工需保留定位基準
5. 輔助定位標記
– 預打標定位十字線
– 使用可擦除定位墨水
– 保留1-2個工藝定位孔
三、參數優化提升定位穩定性
1. 動態參數設置
– 拐角速度降低30%防止過沖
– 小圖形加工啟用加速度平滑
– 連續加工保持恒溫冷卻
2. 環境控制要點
– 溫度波動控制在±2℃以內
– 濕度維持40-60%RH范圍
– 安裝主動減震平臺(振動<0.5G) 3. 軟件補償技巧 - 啟用光斑直徑補償功能 - 設置熱膨脹系數補償參數 - 加工路徑優化避免急停急啟 進階技巧: - 采用激光干涉儀進行定位精度驗證 - 開發自動補償算法應對材料形變 - 集成在線檢測系統實現閉環控制 常見問題解決方案: 1. 邊緣模糊:檢查焦距/清潔透鏡/降低功率 2. 位置偏移:校準傳動系統/檢查電機電流 3. 重復精度差:更換磨損導軌/升級控制系統 通過系統性校準、科學定位方法和參數優化,可顯著提升激光打標定位精度。建議建立設備維護檔案,記錄每次校準數據和加工參數,形成標準化操作流程。對于高精度需求(<0.02mm),建議采用機器視覺與激光測距的復合定位方案。
點擊右側按鈕,了解更多激光打標機報價方案。
激光打標機的定位指示燈是什么光
激光打標機的定位指示燈是什么光

激光打標機的定位指示燈技術解析與應用實踐
一、定位指示燈的核心作用與技術要求
激光打標機的定位指示燈系統是確保加工精度的核心輔助裝置,其核心功能在于通過可見光斑實現加工路徑的預顯定位。在工業級加工場景中,定位精度要求通常達到±0.01mm級別,這對指示系統的光學性能和機械穩定性提出了嚴苛要求。該系統需要與振鏡掃描系統保持嚴格的同步校準,確保光斑位置與實際加工路徑的空間對應誤差不超過設備標稱精度的30%。
二、主流光源類型與技術特性
1. 紅色半導體激光器(635-650nm)
采用高功率LED或低功率LD光源,典型功率范圍5-20mW。紅光系統具有成本優勢(較綠光方案低40-60%),且在普通金屬材料表面(如陽極氧化鋁、不銹鋼)具有最佳對比度。其發光效率可達120-150lm/W,適用于常規工業環境。
2. 綠色激光模組(520-532nm)
基于DPSS技術的532nm綠光系統具有更高的視覺辨識度,人眼敏感度是紅光的4-6倍。特別適用于深色基材(如黑色陽極氧化鋁)或高反射材料(鏡面不銹鋼)的定位需求。但系統成本高出紅光方案約2-3倍,且需配備精密溫控裝置保持波長穩定性。
3. 藍紫光系統(405-450nm)
新興的短波長方案,在特定聚合物材料(如透明亞克力)中具有更好的穿透顯示效果。采用GaN半導體技術,功率密度可達200mW/mm2,但需配套專用防護濾光片。
三、復合定位技術的發展
現代高端設備普遍采用多光譜復合定位技術:
– 雙波長同步投射系統:紅綠雙色光斑用于區分加工區域邊界
– 動態調焦定位:配合Z軸運動實現三維路徑預演
– AR增強顯示:集成HUD將加工參數疊加于工件表面
四、關鍵技術參數對比
| 參數 | 紅光系統 | 綠光系統 | 藍光系統 |
|-||||
| 波長(nm) | 635-650 | 520-532 | 405-450 |
| 功率穩定性 | ±5% | ±2% | ±3% |
| 光斑直徑 | 0.1-0.3mm | 0.05-0.15mm| 0.08-0.2mm |
| 工作距離 | 50-300mm | 100-500mm | 30-200mm |
| MTBF | 10,000hrs | 8,000hrs | 6,000hrs |
五、特殊環境適應性方案
1. 強環境光干擾場景:采用20kHz調制光源+同步檢波技術,信噪比提升15dB
2. 曲面工件定位:配備自動畸變校正算法,曲面投影誤差<0.05mm 3. 高溫環境:集成熱電制冷(TEC)模組,保證-20℃至60℃工作范圍 六、安全規范與標準符合性 符合IEC 60825-1 Class 2M安全標準,配備自動功率調節功能:當檢測到定位光持續照射同一區域超過30秒時,自動將功率降至1mW以下。防護系統包含雙重濾波裝置,確保散射光強度低于0.39μW/cm2。 七、維護校準技術要點 建議每500工作小時進行以下維護: 1. 光路同軸度校準(使用專用十字靶標) 2. 功率衰減檢測(需保持輸出波動<±10%) 3. 聚焦鏡清潔(使用指定光學清潔劑) 4. 振鏡同步性校驗(誤差補償值不超過0.005°) 隨著智能制造的推進,新一代定位系統開始集成機器視覺反饋機制,通過CMOS傳感器實時捕捉光斑位置,配合PID算法實現動態補償,將系統定位精度提升至微米級。這種光電融合技術正在重塑激光加工設備的精度標準,為精密微加工領域開辟新的可能性。
點擊右側按鈕,了解更多激光打標機報價方案。
免責聲明
本文內容通過AI工具智能整合而成,僅供參考,博特激光不對內容的真實、準確或完整作任何形式的承諾。如有任何問題或意見,您可以通過聯系1224598712@qq.com進行反饋,博特激光科技收到您的反饋后將及時答復和處理。