
QCW光纖激光切割機技術參數
 QCW光纖激光切割機技術參數詳解
QCW光纖激光切割機技術參數詳解
QCW(準連續波)光纖激光切割機是一種高效、精密的工業加工設備,結合了脈沖激光的高峰值功率和連續激光的高平均功率優勢,適用于金屬、合金等高反射材料的精細切割。以下為詳細技術參數及功能解析:
一、激光器核心參數
1. 激光類型
– 采用QCW光纖激光器,支持準連續與脈沖雙模式輸出,適應不同材料加工需求。
2. 波長
– 1064nm(標準工業波長),匹配金屬材料的高吸收率,提升能量利用率。
3. 輸出功率
– 峰值功率:可達1kW-6kW(根據配置),脈沖瞬間高能量擊穿高反射材料(如銅、鋁)。
– 平均功率:300W-2000W,平衡加工效率與精度。
4. 脈沖頻率
– 1Hz-1000Hz可調,高頻適用于薄板高速切割,低頻用于厚板精密切割。
5. 光束質量
– M2≤1.2,接近衍射極限,聚焦光斑直徑<20μm,實現超精細切割。
二、切割性能參數
1. 切割材料范圍
– 適用材料:不銹鋼、碳鋼、鋁合金、黃銅、鈦合金等,尤其擅長高反射金屬。
– 厚度能力:
– 不銹鋼:0.1-8mm(視功率配置);
– 鋁合金:0.1-6mm;
– 碳鋼:0.1-10mm。
2. 切割速度
– 薄板(1mm不銹鋼):≤50m/min;
– 厚板(5mm碳鋼):≤5m/min(功率依賴性強)。
3. 切割精度
– 定位精度:±0.02mm;
– 重復定位精度:±0.01mm;
– 切口寬度:0.05-0.3mm(極窄熱影響區)。
4. 表面粗糙度
– Ra≤1.6μm(無毛刺,減少二次加工)。
三、機械系統配置
1. 運動系統
– 傳動方式:高精度直線電機/伺服電機+滾珠絲杠,加速度≥1.5G。
– 行程范圍:標準機型1500×3000mm(可定制至6000mm×2000mm)。
– 工作臺承重:≥500kg(蜂窩/齒形可選)。
2. 控制系統
– 搭載工業級PC系統,支持CAD/CAM軟件無縫對接,具備實時焦點調節、功率閉環控制功能。
3. 冷卻系統
– 雙循環水冷機,溫控精度±0.5℃,確保激光器長時間穩定運行。
四、光學系統
1. 光纖傳輸
– 傳輸效率>95%,無鏡片損耗,免維護。
2. 聚焦鏡
– 動態聚焦鏡組,焦距70-200mm可調,適應不同厚度材料。
3. 切割頭
– 自動調高電容式切割頭,Z軸行程±50mm,響應速度<1ms。
五、環境與安全
1. 電力需求
– 三相380V±10%,50/60Hz,整機功耗<10kVA(滿負荷)。
2. 氣體要求
– 輔助氣體:氮氣(高純度)、氧氣(碳鋼切割),壓力0.8-1.5MPa。
3. 安全防護
– IP54防護等級,配備急停按鈕、光柵防護罩及激光安全鎖。
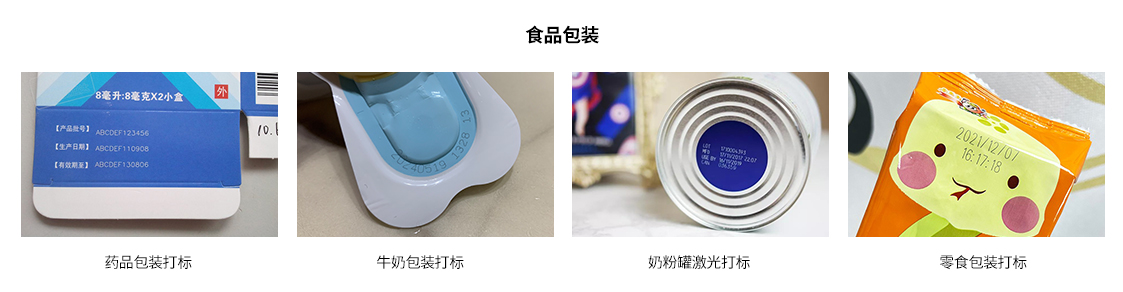
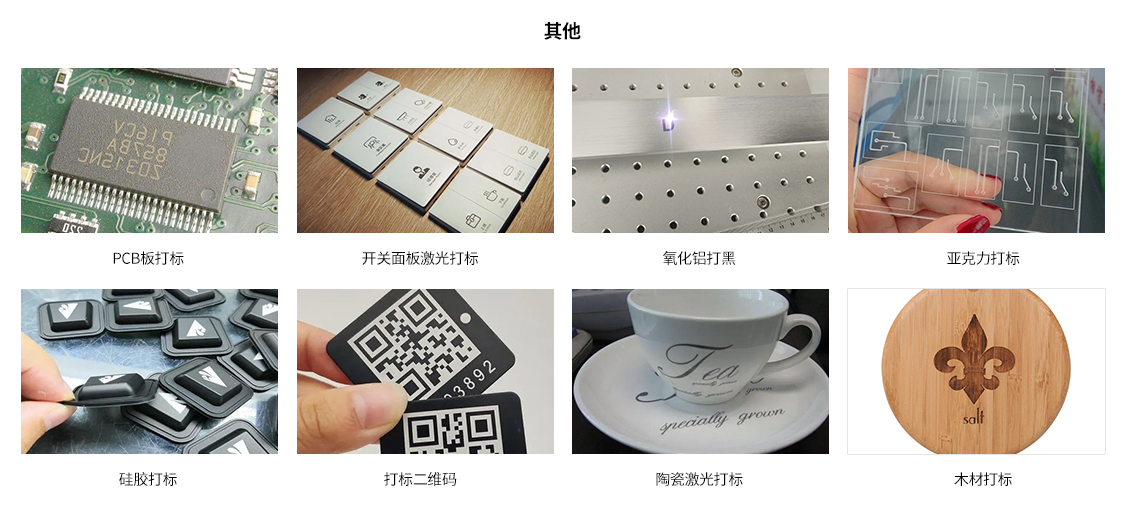
六、應用領域
– 精密加工:電子元件、醫療器械、航空航天部件。
– 高反材料:銅電極、鋁合金電池殼。
– 異形切割:復雜輪廓、微孔(最小孔徑0.1mm)。
七、優勢總結
QCW光纖激光切割機通過高光束質量、靈活的頻率調節及低熱輸入,解決了傳統激光切割高反材料的難題,兼具效率與精度,是高端制造業的理想選擇。參數可根據用戶需求定制,滿足多樣化生產場景。
點擊右側按鈕,了解更多激光打標機報價方案。
相關推薦
光纖激光切割機參數表
光纖激光切割機參數表
光纖激光切割機參數表及技術解析
一、核心參數概覽
以下為典型光纖激光切割機的關鍵性能指標:
| 參數類別 | 參數范圍| 技術說明 |
|–|-|–|
| 激光功率 | 500W-30kW| 功率決定切割厚度與速度,6kW可切割20mm碳鋼,15kW以上適用于厚板不銹鋼 |
| 波長 | 1070±10nm| 近紅外波段,金屬材料吸收率>80%|
| 光束質量 | BPP<2.5mm·mrad| M2<1.3,聚焦光斑直徑可達15μm,實現精密切割 |
| 切割厚度 | 0.1-50mm(碳鋼) | 不銹鋼/鋁材最大厚度約為碳鋼的60%-80% |
| 定位精度 | ±0.02mm/m| 采用直線電機+光柵尺閉環控制 |
| 重復定位精度| ±0.01mm | |
| 最大加速度 | 1.5-2.5G | 影響拐角加工質量|
| 工作臺尺寸 | 1500×3000mm至4000×20000mm | 可定制異形臺面 |
| 數控系統 | 進口(PA8000)或國產(柏楚)| 支持CAD/CAM直接導入,具備工藝數據庫 |
二、關鍵子系統參數詳解
1. 激光發生器
– 電光轉換效率:≥35%(傳統CO2激光器的3倍)
– 調制頻率:1-5000Hz可調,脈沖寬度10-500ns
– 壽命:100,000小時(半導體泵浦源)
2. 切割頭組件
– 聚焦鏡焦距:75-200mm(短焦適合薄板高精度)
– 準直鏡焦距:100-300mm
– 保護鏡片:進口ZrO2材質,透光率>99.5%
– 自動調焦范圍:±5mm(伺服電機驅動)
3. 氣體系統
– 工作壓力:
– 氧氣切割:0.3-0.8MPa(碳鋼)
– 氮氣切割:1.2-2.5MPa(不銹鋼)
– 純度要求:氮氣≥99.999%,氧氣≥99.95%
4. 冷卻系統
– 制冷量:5-30kW(與激光功率匹配)
– 溫度穩定性:±0.5℃
– 流量:20-60L/min(閉式循環)
三、材料加工能力對照表
| 材料類型 | 最大切割厚度(mm) | 最佳表面粗糙度(μm) | 典型速度(m/min) |
|–|-|||
| 低碳鋼 | 25(6kW)| Ra3.2| 4(12mm板)|
| 不銹鋼 | 18(6kW)| Ra2.5| 8(3mm板) |
| 鋁合金 | 15(6kW)| Ra4.0| 10(2mm板)|
| 黃銅| 8(3kW) | Ra3.8| 6(1.5mm板) |
四、選型注意事項
1. 功率匹配原則:
– 每1kW功率對應碳鋼切割能力:1.5-2mm(氧氣)/1-1.2mm(氮氣)
– 經濟型配置:3kW(1-8mm板材)/ 6kW(8-20mm板材)
2. 精度影響因素:
– 環境溫度波動應<±2℃/h
– 基礎振動頻率需>50Hz
– 壓縮空氣露點≤-40℃
3. 維護指標:
– 鏡片更換周期:300-500小時(視材料揮發物情況)
– 導軌潤滑周期:200工作小時
– 光路校準周期:6個月
五、技術發展趨勢
1. 智能升級方向:
– 搭載AI切割參數自優化系統(如通快TruTops Boost)
– 配備實時熔渣監測攝像頭
– 遠程診斷模塊(5G傳輸)
2. 新型配置:
– 復合切割頭(激光+等離子)
– 雙工作臺交換系統(效率提升30%)
– 環保除塵裝置(PM2.5過濾效率99.9%)
注:實際參數需根據具體機型(如IPG PHOENIX系列、大族G3015F等)及加工需求調整,建議進行材料試切驗證。
點擊右側按鈕,了解更多激光打標機報價方案。
光纖激光切割機工藝參數
光纖激光切割機工藝參數

光纖激光切割機工藝參數優化指南
一、核心工藝參數解析
1. 激光功率(200-6000W)
– 薄板切割:200-1000W(如1mm不銹鋼常用300W)
– 厚板切割:需2000W以上(12mm碳鋼需4000W)
– 功率與速度關系:功率提升20%可增加15%切割速度,但超過材料閾值易導致過度熔融
2. 切割速度(0.5-30m/min)
– 1mm鋁板:8-12m/min
– 5mm碳鋼:1.5-2.5m/min
– 速度不足會導致熱影響區增大,過快則產生未切透現象
3. 焦點位置(±2mm調節)
– 零焦點:表面切割(適合薄板)
– 正離焦:厚板穿透(+1~2mm)
– 負離焦:精密加工(-0.5mm)
4. 輔助氣體參數
| 材料類型 | 氣體類型 | 壓力(bar) | 純度要求 |
|||||
| 碳鋼 | 氧氣 | 0.8-1.5 | ≥99.5% |
| 不銹鋼 | 氮氣 | 1.2-2.0 | ≥99.99% |
| 鋁合金 | 氮氣 | 1.5-2.5 | ≥99.95% |
二、參數協同優化策略
1. 厚度-功率匹配模型
– 經驗公式:P(W)=300×t(mm)(碳鋼)
– 非線性關系:超過8mm需功率指數增長
2. 動態參數調整技術
– 拐角減速:速度降至70%防止過燒
– 穿孔優化:采用漸進式功率(500W→1500W)
3. 脈沖調制參數
– 頻率范圍:500-5000Hz
– 占空比:30-70%調節
– 不銹鋼精細切割推薦:2000Hz/50%占空比
三、典型材料參數對照表
| 材料 | 厚度(mm) | 功率(W) | 速度(m/min) | 氣體 | 焦點(mm) |
|||||||
| 304不銹鋼 | 1 | 800 | 12 | N? 1.5bar | 0 |
| 碳鋼 | 3 | 1500 | 3.5 | O? 1.0bar | +0.5 |
| 鋁合金 | 2 | 1000 | 8 | N? 2.0bar | -0.3 |
| 黃銅 | 1.5 | 700 | 5 | N? 1.8bar | +0.2 |
四、工藝監控與優化
1. 實時監測指標
– 切割面粗糙度:Ra<25μm(優質切割)
– 錐度控制:<1°(高精度要求)
– 熱影響區:<0.3mm(精密加工)
2. 智能調節系統
– 采用CCD視覺反饋自動調整焦點
– 等離子體監測實時優化功率
– 自適應算法每5ms更新參數
五、常見問題解決方案
1. 掛渣問題
– 碳鋼:提高氧氣壓力0.2bar
– 不銹鋼:降低速度10%或增加氮氣純度
2. 斷面條紋優化
– 調整頻率至材料諧振頻率(如鋁板推薦1800Hz)
– 采用螺旋穿孔技術減少起始點缺陷
3. 透鏡保護措施
– 氣體延遲關閉(切割后持續0.5s)
– 定期檢查鏡片污染度(每周檢測)
六、前沿技術發展
1. 光束模式調控
– 環形光斑技術提升厚板切割效率30%
– 可變光斑直徑(20-100μm可調)
2. 參數云數據庫
– 基于大數據的材料參數推薦系統
– 支持5萬+種材料工藝包下載
本指南建議每6個月進行設備參數校準,并結合ISO 9013標準進行切割質量驗證。實際應用中需根據設備狀態和環境溫度(建議15-25℃)進行微調,材料反射率變化超過15%時應重新優化參數集。
點擊右側按鈕,了解更多激光打標機報價方案。
光纖激光切割機使用教程視頻
光纖激光切割機使用教程視頻

以下是一份關于光纖激光切割機使用教程視頻的詳細文字說明,約800字,內容涵蓋設備介紹、操作流程、安全注意事項及維護要點:
光纖激光切割機使用教程視頻文字稿
一、設備介紹(1分鐘)
光纖激光切割機是一種高精度加工設備,利用光纖激光器產生的高能光束切割金屬材料(如不銹鋼、碳鋼、鋁、銅等)。核心組件包括:
– 光纖激光器:能量源,壽命長、能耗低。
– 切割頭:含聚焦鏡和噴嘴,影響切割精度。
– 控制系統:通常配備觸摸屏,支持導入DXF/AI文件。
– 冷卻系統:確保激光器恒溫工作。
– 輔助氣體(如氧氣/氮氣):提升切割質量并吹走熔渣。
二、操作流程(4分鐘)
1. 開機準備
– 檢查電源、氣源(氣壓需≥0.6MPa)、冷卻水循環系統。
– 清理工作臺面,避免雜物影響切割。
2. 材料固定
– 將金屬板材平整放置于切割平臺,用夾具固定,確保無翹曲。
3. 參數設置
– 焦點調整:通過控制面板設置焦點位置(通常材料表面上方1~2mm)。
– 功率/速度:根據材料厚度選擇(示例:2mm不銹鋼可用1000W功率,速度20mm/s)。
– 氣體選擇:不銹鋼用氮氣(防氧化),碳鋼用氧氣(助燃)。
4. 文件導入
– 將設計好的CAD文件導入控制系統,檢查圖形閉合無重疊。
5. 試切與校準
– 在材料邊緣進行10cm試切,觀察切口是否光滑無毛刺,調整參數。
6. 正式切割
– 啟動設備,監控切割過程,確保氣體供應穩定。
三、安全注意事項(1分鐘)
– 防護裝備:必須佩戴激光防護眼鏡,避免直視光束。
– 通風要求:工作區需配備排煙設備,防止金屬蒸汽吸入。
– 緊急停止:熟悉急停按鈕位置,遇異常立即停機。
– 禁止切割材料:PVC、含氯材料(產生有毒氣體)。
四、日常維護(1分鐘)
1. 鏡片清潔:每天用無水酒精擦拭聚焦鏡和反射鏡。
2. 導軌潤滑:每周添加一次專用潤滑油。
3. 氣路檢查:定期更換過濾器,防止水分進入切割頭。
4. 散熱系統:每月清理冷卻水箱灰塵,確保水溫≤25℃。
五、常見問題解決(1分鐘)
– 切口粗糙:檢查氣體純度或降低切割速度。
– 激光功率不足:清潔光纖接口或聯系售后檢測激光器。
– 定位偏差:校準伺服電機或檢查傳動皮帶松緊度。
六、總結(30秒)
掌握光纖激光切割機的規范操作可大幅提升效率與安全性。建議新手在專業人員指導下練習,并定期保養設備。如需更詳細參數表或故障代碼解讀,可訪問廠家官網下載手冊。
視頻結尾:展示切割樣品(如復雜齒輪零件),并提示觀眾點贊關注后續進階教程(如三維切割技巧)。
(總時長約8分鐘,文字量約800字)
希望這份大綱能滿足您的需求!實際拍攝時可搭配字幕、特寫鏡頭(如參數設置界面)和動畫演示光路原理。
點擊右側按鈕,了解更多激光打標機報價方案。
免責聲明
本文內容通過AI工具智能整合而成,僅供參考,博特激光不對內容的真實、準確或完整作任何形式的承諾。如有任何問題或意見,您可以通過聯系1224598712@qq.com進行反饋,博特激光科技收到您的反饋后將及時答復和處理。