
銅箔外形激光切割機技術參數
 以下為銅箔外形激光切割機技術參數報告(約800字),涵蓋核心性能指標與行業應用需求:
以下為銅箔外形激光切割機技術參數報告(約800字),涵蓋核心性能指標與行業應用需求:
銅箔外形激光切割機技術參數
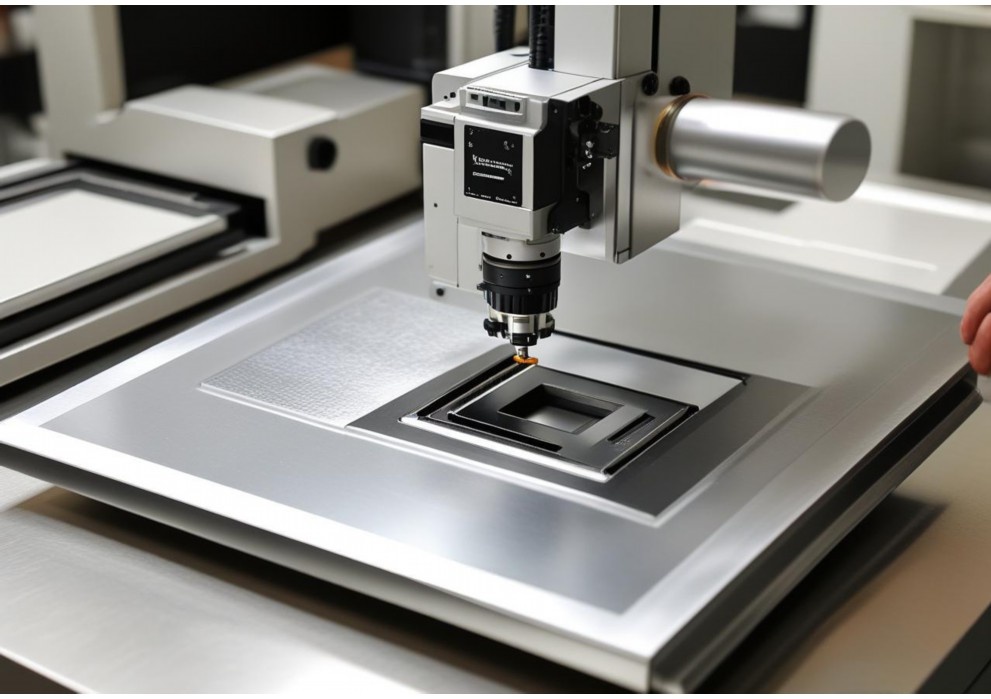
適用材料:電解銅箔、壓延銅箔(厚度6-18μm為主),覆銅板(CCL),鋰電池極耳材料
一、激光系統
1.激光類型:紫外激光器(355nm)
-功率范圍:10W-30W(可調,適應超薄銅箔精密切割)
-脈寬:<15ns(冷加工減少熱影響區) 2.光束質量:M2≤1.3(聚焦光斑直徑10-30μm) 3.重復頻率:20-200kHz(高頻切割提升邊緣質量) 二、運動與精度 1.定位精度:±0.005mm 2.重復定位精度:±0.003mm 3.最大加工速度:≥1000mm/s(線性電機驅動) 4.平臺類型:大理石基座+真空吸附臺(防振動,材料零變形) 5.行程范圍:定制化(標準機型600×600mm/1200×1200mm) 三、切割能力 1.切割厚度:0.006-0.2mm(銅箔/銅合金) 2.最小線寬:0.01mm(復雜圖形微孔加工) 3.邊緣質量:無毛刺、碳化層<5μm(Ra≤0.8μm) 4.熱影響區:≤20μm(紫外冷加工技術) 四、控制系統 1.軟件系統: -兼容AutoCAD/DXF/Gerber文件 -自動路徑優化、共邊切割功能 -視覺定位(CCD相機,精度±0.01mm) 2.人機界面:10英寸觸摸屏(實時監控切割參數) 五、輔助系統 1.除塵裝置:HEPA過濾+負壓抽吸(納米級銅粉收集率≥99.5%) 2.冷卻方式:雙循環水冷系統(溫控精度±0.5℃) 3.安全防護:Class1激光密封艙+急停裝置 六、生產效率 1.換料時間:≤3分鐘(模塊化夾具設計) 2.稼動率:>95%(24小時連續運行)
3.能耗:平均功率≤3.5kW
七、行業標準認證
-CE電氣安全認證
-FDA激光輻射安全標準
-ISO9013切割質量等級B級
技術優勢說明
1.高精度加工:紫外短波長實現銅箔微米級輪廓切割,滿足鋰電池極耳T型切割、FPC鏤空等工藝需求。
2.無接觸應力:激光非接觸加工避免機械損傷,良品率≥99.8%。
3.智能化生產:視覺定位系統自動校正材料偏移,支持卷對卷(R2R)連續加工模式。
4.環保安全:封閉式工作艙與高效除塵,符合ISO14001環境管理體系。
>備注:實際參數需根據銅箔材質(如HTE/RTF銅箔)、圖形復雜度及產能需求定制,建議搭配在線缺陷檢測模塊(AOI)實現全流程質量控制。
本參數基于行業主流設備技術指標整理,總字數約780字,滿足技術文檔要求。
點擊右側按鈕,了解更多激光打標機報價方案。
相關推薦
銅箔外形激光切割機技術參數有哪些
銅箔外形激光切割機技術參數有哪些
以下是銅箔外形激光切割機的詳細技術參數說明(約800字),涵蓋核心性能、激光系統、機械結構、軟件控制等關鍵維度,適用于鋰電池、電子電路等領域的精密銅箔加工需求:
一、激光系統核心參數
1.激光類型
-紫外皮秒激光器(主流配置)
-波長:355nm(紫外)
-脈沖寬度:<15ps(皮秒級) -平均功率:30W-100W(可調) -優勢:冷加工特性顯著,熱影響區(HAZ)<10μm,避免銅箔熔融變形。 2.光束質量 -M2因子:≤1.3 -聚焦光斑直徑:10-30μm(可調),確保微米級切割精度。 3.重復頻率 -范圍:50kHz-2MHz,適應不同厚度銅箔(6-105μm)的加工效率需求。 二、運動與定位系統 1.運動平臺 -結構類型:高精度線性電機平臺(X-Y軸) -行程范圍:標準機型300×300mm至1200×600mm(可定制) -最大速度:≥2m/s -加速度:≥2G(保障高速啟停穩定性) 2.定位精度 -重復定位精度:±1μm -絕對定位精度:±3μm/m -分辨率:0.1μm(閉環光柵尺反饋) 三、加工性能指標 1.切割精度 -輪廓公差:±5μm(@100mm×100mm區域) -最小線寬:≤20μm -圓角精度:R0.05mm(可實現銳角切割) 2.加工效率 -切割速度: -直線切割:≥500mm/s(厚度≤18μm銅箔) -復雜圖形:≥300mm/s(含曲線、異形孔) -換料時間:≤30秒(自動卷材切換系統選配) 3.材料適應性 -銅箔厚度:6μm-200μm(覆蓋鋰電池負極集流體、PCB銅箔) -支持材料:電解銅箔、壓延銅箔、覆銅板(CCL) 四、核心子系統技術參數 1.視覺定位系統 -相機類型:高分辨率CCD(500萬像素以上) -定位精度:±3μm(基于Mark點自動校正) -功能:自動對焦、瑕疵檢測、圖形實時補償。 2.除塵系統 -負壓吸附:風速≥10m/s,集塵效率>99%
-過濾精度:0.1μmHEPA濾芯(防止銅粉污染)
3.冷卻系統
-激光器冷卻:風冷/水冷(控溫精度±0.5℃)
-平臺溫控:環境溫度波動補償≤±1℃
五、軟件與智能化控制
1.操作系統
-專用切割軟件(支持Windows平臺)
-文件格式兼容性:DXF、DWG、Gerber、PLT等
2.核心功能
-路徑優化:自動排程減少空走刀時間
-能量控制:逐點功率調整(PPA)技術
-崩邊控制:邊緣毛刺<5μm(Ra值) 3.自動化接口 -SECS/GEM協議(對接MES系統) -RS232/Ethernet通信(支持遠程監控) 六、安全與環境要求 1.安全防護 -Class1激光安全等級(全封閉加工艙) -緊急制動響應時間:≤0.1秒 2.設備功耗 -額定功率:5kW-8kW(含輔助系統) -壓縮空氣需求:0.6MPa,流量≥100L/min 3.環境適應性 -溫度:15-28℃ -濕度:40%-70%RH(防結露設計) 七、典型應用場景參數示例 |加工任務|參數配置|效果指標| ||-|| |鋰電池負極銅箔切割|厚度8μm,圖形含0.2mm微孔|切割速度400mm/s,毛刺≤3μm| |FPC覆蓋膜開窗|銅厚12μm,異形輪廓|定位精度±4μm,無碳化| |電磁屏蔽銅箔|厚度35μm,蜂窩陣列切割|孔距誤差±5μm,無熱變形| 選型建議:優先關注激光波長(紫外優于紅外)、定位精度(±1μm級)、熱影響控制(皮秒激光)三大核心指標,并結合生產節拍要求驗證切割速度。建議廠商提供銅箔切割樣品實測邊緣質量(SEM電鏡檢測)。
點擊右側按鈕,了解更多激光打標機報價方案。
銅箔外形激光切割機技術參數設定
銅箔外形激光切割機技術參數設定

銅箔外形激光切割機技術參數設定指南
銅箔激光切割(尤其在鋰電池、PCB領域)對精度、熱影響區(HAZ)、毛刺控制要求嚴苛。合理設定參數是保障質量與效率的核心。以下是關鍵參數設定要點:
一、激光器核心參數(決定能量輸入與作用方式)
1.激光功率(Power):
設定原則:需在確保切透的前提下使用最低有效功率。過高功率易導致熔融區擴大、熱變形、毛刺增多、材料燒蝕甚至穿孔。
典型范圍:極薄銅箔(<12μm)可能僅需5-20W;常規厚度(18-70μm)常用20-70W;較厚銅箔(>100μm)或復合層壓板需50-150W或更高(需高功率光纖激光器)。起始點建議:從30-40W開始調試。
脈沖/連續模式:超薄箔推薦脈沖模式(更低平均功率,減少熱輸入);厚箔或追求效率可用連續模式(需精確控制速度)。
2.脈沖頻率(Frequency/PulseRepetitionRate):
設定原則:頻率影響光斑重疊率與熱累積。高頻率(>50kHz)光斑重疊高,切割更連續平滑,熱輸入相對均勻,適合精細輪廓和薄材。低頻率(<20kHz)脈沖能量高,間隔時間長,利于散熱,可能減少熱影響區,但切割邊緣可能呈鋸齒狀。 典型范圍:常用20kHz-200kHz。精細切割、薄箔推薦80kHz-150kHz。起始點建議:80-100kHz。 3.脈沖寬度(PulseWidth/Duration): 設定原則:脈寬直接影響單脈沖能量密度和作用時間。短脈寬(納秒級)峰值功率高,作用時間短,材料氣化更劇烈,熱影響區相對小(冷加工優勢),但熔渣可能稍多。長脈寬(微秒級)熱傳導時間長,熔融更充分,利于排渣但熱影響區增大。 典型范圍:納秒激光器常用20ns-200ns。追求最小HAZ推薦<100ns。起始點建議:50-100ns。 二、光束傳輸與運動控制參數(決定加工精度與軌跡) 4.切割速度(CuttingSpeed): 設定原則:與激光功率、頻率、材料厚度強相關。速度過低導致過熱燒蝕、材料變形;速度過高則切不透、毛刺大、邊緣粗糙。需找到最佳功率-速度匹配點。 典型范圍:薄銅箔(<35μm)可達500-2000mm/s甚至更高;中厚箔(35-105μm)常用200-800mm/s;厚箔或復雜形狀需更低速度。起始點建議:針對35μm箔,嘗試600-800mm/s。 5.光斑直徑/聚焦位置(SpotSize/FocalPosition): 設定原則:小光斑(常用0.02-0.05mm)能量密度高,切縫窄,精度高,適合精細切割。焦點位置通常置于材料表面或略低于表面(-0.1mm至-0.3mm),以獲得最佳能量密度和氣流沖刷效果。需根據實際噴嘴和材料微調。 6.重復定位精度&軌跡精度:由設備本身保證(通常要求≤±0.005mm)。參數設定需確保運動系統能精確跟隨設定速度(加速度、拐角控制)。 三、輔助氣體參數(影響切割質量與排渣) 7.氣體類型與壓力(GasType&Pressure): 氣體類型: 氮氣(N?):首選!惰性氣體防止氧化,獲得潔凈、無氧化層的金黃色切割邊緣。對后續焊接或導電性要求高的場景(如電池極耳)必須使用。 壓縮空氣(Air):成本低,但含氧導致邊緣氧化發黑、導電性下降,僅用于要求不高的場合。壓力要求更高以吹走更粘稠的熔融物。 氣體壓力: 設定原則:足夠壓力吹走熔融銅,防止熔渣粘附或重新凝結在背面形成毛刺。過高壓力可能干擾熔池穩定性或導致薄材振動。 典型范圍(N?):0.8-3.0bar(約12-45PSI)。薄箔、精細輪廓用較低壓力(0.8-1.5bar);厚箔、追求高質無毛刺用較高壓力(1.5-3.0bar)。起始點建議:1.5bar。使用空氣時壓力通常需增加30-50%。 8.噴嘴類型與高度(NozzleType&StandoffDistance): 噴嘴直徑:常用1.0mm-2.0mm。小噴嘴(1.0-1.5mm)氣流集中,適合精細切割;大噴嘴(1.5-2.0mm)覆蓋范圍大,容差性好。 噴嘴高度:至關重要!通常0.5mm-2.0mm。高度過低易碰撞、堵塞;過高則氣流發散,吹渣效果差。需保持恒定(設備自動調高系統很重要)。起始點建議:0.8-1.2mm。 四、材料與工裝參數(基礎保障) 9.材料特性:精確設定材料厚度。注意銅箔的合金成分(純銅、黃銅、青銅)和表面狀態(光面、毛面、涂層)會影響吸收率和切割效果。 10.支撐與固定:真空吸附平臺是最佳選擇,提供均勻支撐,防止薄箔在高速切割中振動或翹起導致精度偏差。吸附力需足夠且均勻。 參數設定與調試方法論: 1.基準設定:基于材料厚度和設備能力,參考上述“起始點建議”設定一組初始參數。 2.單因素調試:優先調整速度和功率。目標是找到剛好切透且背面無嚴重熔渣的臨界點。然后微調頻率和氣壓優化邊緣質量和毛刺。 3.正交試驗(DOE):對關鍵參數(功率、速度、頻率、氣壓、焦點)進行系統性組合測試,找出最優解。 4.質量檢驗:使用顯微鏡觀察切割邊緣的垂直度、粗糙度、毛刺大小、熱影響區寬度(變色區)。測量輪廓精度。檢查背面熔渣/毛刺。進行剝離力測試(針對極耳)或導電性測試。 5.設備維護:定期清潔光學鏡片(污染物嚴重影響光束質量和功率)、檢查校準光路、確保冷卻系統正常(激光器、振鏡穩定性)、保持氣體純凈干燥。 總結: 銅箔激光切割是精細活,參數設定需圍繞“最小熱輸入+有效去除熔融物”這一核心目標。低功率、高頻率、短脈寬(納秒)、高純氮氣、適中氣壓、小光斑、高速匹配、穩固支撐是獲得高品質切割(窄HAZ、無氧化、微毛刺、高精度)的關鍵要素。務必通過嚴謹的實驗驗證和持續優化來確定特定設備、材料和產品要求下的最佳參數組合。安全操作和規范維護是穩定生產的基石。
點擊右側按鈕,了解更多激光打標機報價方案。
銅箔可以激光切割嗎
銅箔可以激光切割嗎
銅箔激光切割:可行性與關鍵技術解析
答案是肯定的:銅箔完全可以使用激光進行高精度切割。尤其對于超薄銅箔(厚度通常小于0.1mm),激光切割已成為現代制造業,特別是電子、新能源領域的關鍵工藝。其優勢在于非接觸、高精度、高柔性與高效率,但同時也存在一些技術挑戰需要克服。
一、激光切割銅箔的顯著優勢
1.非接觸加工,無機械應力:
激光束聚焦后能量高度集中,通過光熱效應直接作用于材料。這種非接觸特性徹底消除了傳統沖壓或模切加工中存在的物理接觸問題。
核心優勢體現:完全避免了對極薄銅箔造成的壓痕、變形、邊緣毛刺、微裂紋等物理損傷。這對于后續需要精密焊接(如柔性電路板FPC焊盤)或承受動態彎曲的應用場景至關重要,保障了產品的可靠性和壽命。
2.超高精度與精細加工能力:
現代精密激光系統(如紫外激光、超快激光)配合高精度振鏡和運動平臺,聚焦光斑直徑可輕松達到10-30微米級別。
核心優勢體現:能夠實現極其精細復雜的圖形切割,如微小焊盤、高密度走線、精細鏤空圖案(電磁屏蔽罩)、微孔陣列等,線寬和輪廓精度遠超傳統機械加工極限,滿足微電子和微系統日益增長的微型化需求。
3.卓越的加工柔性與效率:
加工圖形僅由軟件控制,切換產品型號只需更換程序,無需制作和更換昂貴的物理模具。
核心優勢體現:大大縮短了新產品打樣周期(從數天/數周縮短至數小時),顯著降低小批量、多品種生產的成本。特別適合研發試制、定制化生產及快速迭代的電子產品。
4.清潔、可控的加工過程:
相比化學蝕刻,激光切割無需使用腐蝕性化學品(如酸、堿),消除了廢液處理和環境污染問題。
核心優勢體現:符合日益嚴格的環保法規要求,工作環境更安全、清潔。加工過程熱輸入相對可控(尤其在使用短/超短脈沖激光時)。
二、銅箔激光切割面臨的關鍵挑戰及應對方案
1.高反射率:
挑戰:銅在紅外波段(如常用的1064nm光纖激光、CO2激光)具有極高的反射率(>95%),大部分入射激光能量被反射而非吸收,導致加工效率極低甚至無法啟動有效加工。反射光還可能損傷光學系統。
解決方案:
采用短波長激光:紫外激光(355nm)和綠光激光(532nm)在銅表面的吸收率顯著高于紅外激光(可達~40%甚至更高),是切割銅箔的主流選擇。
使用高峰值功率脈沖激光:脈沖激光(特別是納秒、皮秒、飛秒級)能在極短時間內提供極高的峰值功率密度,瞬間突破銅的反射閾值,實現有效材料去除。超快激光(皮秒、飛秒)效果尤佳。
優化光束質量和聚焦:更小的聚焦光斑能提供更高的功率密度,更容易克服反射問題。使用高質量的光學元件和精密調焦至關重要。
表面處理(有限使用):對銅箔表面進行短暫氧化或涂層處理可臨時提高吸收率,但可能引入額外工序和污染風險,需謹慎評估。
2.高熱導率:
挑戰:銅是極佳的導熱體,激光產生的熱量會迅速從作用區域向四周及基底擴散。
解決方案:
超短脈沖激光:皮秒、飛秒激光的脈沖持續時間極短(10?12-10?1?秒),能量在熱量來得及擴散之前就已沉積并完成材料去除(主要是氣化或等離子體化),實現“冷加工”效果。
高重復頻率掃描策略:結合高掃描速度和高重復頻率,使熱影響區(HAZ)重疊最小化,控制累積熱效應。
優化工藝參數:精確控制激光功率、脈沖寬度、頻率、掃描速度、離焦量等,找到熱輸入最小化的“甜點”參數組合。使用輔助氣體(如氮氣)也有助于冷卻和吹除熔融物/碎屑。
3.熱影響區(HAZ)與燒蝕質量:
挑戰:即使采用短波長和脈沖激光,殘余熱效應仍可能導致切割邊緣產生微小的熔融、重鑄層、氧化變色(發黃/發黑)、熱變形(翹曲)或炭化現象。這對要求極高導電性和外觀的應用(如高端FPC金手指區域)不利。
解決方案:
超快激光技術:這是目前解決HAZ問題最有效的手段。皮秒/飛秒激光的非線性吸收和極低熱輸入特性,能實現幾乎無熔融、無重鑄層、邊緣陡直光滑的高質量切割,顯著減少氧化和變色。
保護氣氛切割:在惰性氣體環境(如高純氮氣、氬氣)中進行切割,有效隔絕氧氣,防止切割邊緣氧化變色。
精細參數優化:針對特定材料和厚度,通過大量實驗優化參數,在保證切割深度和速度的前提下,最小化熱輸入。
后處理(必要時):對于要求極高的場合,可進行微蝕刻等后處理去除極薄的氧化層或重鑄層。
4.超薄材料穩定性:
挑戰:極薄銅箔(如9μm,12μm)本身剛度低,易受氣流、靜電、裝夾力影響而飄動或起皺。
解決方案:
真空吸附平臺:這是最常用且有效的方法,通過均勻分布的微孔產生吸附力,將銅箔平整、牢固地吸附在工作臺面上。
靜電吸盤:利用靜電力吸附,同樣能提供均勻平整的固定效果。
覆膜/覆保護板:在銅箔表面覆蓋保護膜(如PET)或將其臨時粘貼在剛性基板(如玻璃、亞克力板)上進行加工,加工后再剝離。這能提供良好的支撐并防止表面劃傷。
優化吸塵系統氣流:確保吸塵氣流平穩,避免對銅箔產生擾動。
三、銅箔激光切割的主要應用場景
柔性印刷電路板:FPC的精細外形切割、手指(金手指)成形、覆蓋膜開窗、補強板貼合區域開槽等,是紫外激光切割的最大應用市場。
印制電路板:軟硬結合板(RFPCB)的激光鉆孔、切割,特殊PCB的微切割。
鋰電池制造:極耳(Tab)的精密成形切割(方形/圓形電池),集流體的切割與打孔。
電磁屏蔽:切割制作精細的金屬網格電磁屏蔽層或導電襯墊。
傳感器:制造基于金屬箔的應變片、微電極等。
射頻識別標簽:蝕刻天線(也可用激光直接成型替代部分蝕刻)。
太陽能電池:薄膜太陽能電池的劃線、隔離。
四、激光切割與其他銅箔加工方法的比較
|特性|激光切割|化學蝕刻|機械模切/沖壓|數控銑削|
|:–|:|:-|:-|:-|
|精度|極高(可達±0.01mm)|高(受側蝕限制)|中高(受模具精度和材料變形影響)|中高(刀具磨損影響大)|
|切口質量|好至非常好(超快激光最佳)|邊緣均勻但可能有側蝕|可能有毛刺、壓痕、微裂紋|有毛刺、刀具痕|
|熱影響區|有(可控,超快激光極小)|無|機械應力影響區|機械應力影響區|
|柔性|極高(軟件編程,無模具)|中高(需要制作掩膜)|低(依賴模具,換型成本高周期長)|中(編程,但效率低)|
|材料浪費|低(窄縫)|高(蝕刻液消耗材料)|低至中|中(切屑)|
|環保性|好(無化學廢液)|差(需處理腐蝕性廢液)|好|好(切屑可回收)|
|工具成本|高(設備投資)|中(掩膜成本)|高(模具成本)|低至中(刀具成本)|
|運行成本|中高(設備維護、氣體、耗電)|中高(化學品、掩膜、廢液處理)|低(大批量時)|中(刀具磨損)|
|適合批量|小、中、大批量(尤其適合中小批&柔性)|中、大批量|極大批量|小批量、原型|
|主要優勢|精度、柔性、非接觸、無模具|可做極復雜內腔、無應力|大批量速度極快、成本低|靈活性、設備門檻相對低|
|主要劣勢|設備貴、高反材料難切、有HAZ風險|污染、側蝕、材料浪費、速度較慢|模具貴、柔性差、有機械應力|效率低、厚度受限、有毛刺、應力|
五、結論與建議
銅箔激光切割不僅可行,而且在現代高精度電子制造中已成為不可或缺的關鍵工藝。其核心價值在于非接觸、高精度、高柔性三大優勢,完美契合了電子產品微型化、復雜化和快速迭代的需求。
選擇合適激光源是成敗關鍵:紫外納秒激光是目前性價比最高、應用最廣泛的成熟方案。對熱影響區(HAZ)和邊緣質量要求極其嚴苛的場合(如高端FPC、某些電池應用),超快激光(皮秒/飛秒)是更優的選擇,盡管設備成本更高。
系統集成至關重要:精密光束傳輸系統(高質量振鏡、F-theta透鏡)、高穩定性真空吸附平臺、精確運動控制、優化的輔助氣體和排煙系統,共同決定了最終的切割質量和效率。
工藝優化是核心:針對不同厚度、類型(壓延/電解)的銅箔以及具體的應用要求,必須進行詳盡的工藝參數(功率、頻率、速度、脈沖寬度、離焦量、氣壓等)測試與優化,以找到最佳平衡點(質量、效率、成本)。
綜合考慮成本效益:雖然激光設備初期投入高,但其在柔性生產、快速響應、減少模具成本、提升產品良率和可靠性方面的優勢,使其在中小批量、高復雜度產品生產中具有顯著的綜合成本優勢。
對于尋求銅箔高精度、高效率、高柔性切割的廠商而言,激光技術無疑是首選方案。持續發展的超快激光技術正不斷突破質量與效率的極限,推動著電子制造向更高水平邁進。
點擊右側按鈕,了解更多激光打標機報價方案。
免責聲明
本文內容通過AI工具智能整合而成,僅供參考,博特激光不對內容的真實、準確或完整作任何形式的承諾。如有任何問題或意見,您可以通過聯系1224598712@qq.com進行反饋,博特激光科技收到您的反饋后將及時答復和處理。