
銅箔外形激光切割機怎么選型
 以下是銅箔外形激光切割機選型指南(800字),涵蓋關鍵參數與行業經驗:
以下是銅箔外形激光切割機選型指南(800字),涵蓋關鍵參數與行業經驗:
一、核心選型要素
1.激光器類型
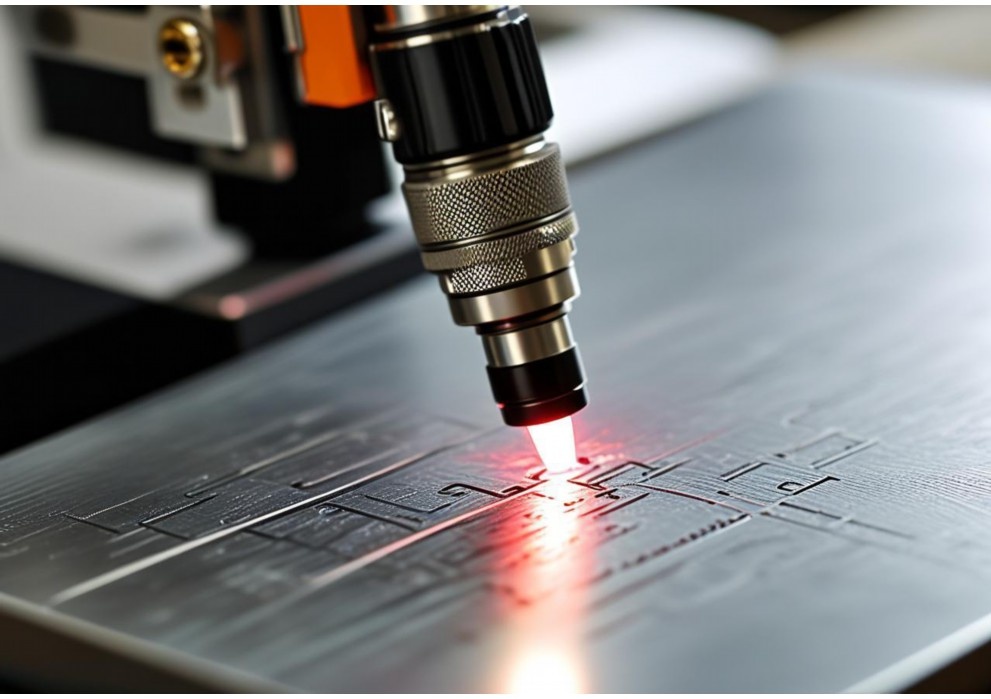
-紫外激光器(355nm):首選方案。銅箔對紫外光吸收率高(>60%),熱影響區<10μm,邊緣無毛刺,適合5-100μm超薄銅箔。
-綠光激光器(532nm):次選方案,吸收率約40%,需控制功率防燒蝕,成本比紫外低30%。
-光纖激光器(1064nm):慎選!銅反射率>95%,易損傷材料,僅適用于>0.3mm厚銅板。
2.精度與穩定性
-定位精度:需≤±3μm(高端機型達±1μm),重復定位精度≤±2μm。
-運動系統:直線電機平臺>伺服電機+滾珠絲杠,加速度≥1.5G避免抖動。
-溫控系統:環境溫度波動±1℃需配備恒溫腔,防止熱變形。
3.切割能力
-最小線寬:紫外激光可達15μm(綠光約25μm),滿足FPC精細線路。
-切割速度:典型值200-1000mm/s(與功率正相關),例如30W紫外激光切18μm銅箔速約500mm/s。
-異形兼容性:軟件需支持DXF/AI文件導入,自動識別圓孔、方槽、曲線輪廓。
二、關鍵子系統配置
1.光學系統
-振鏡:高速切割選三維振鏡(如Scanlab),動態聚焦誤差<0.05%。
-聚焦鏡:Fθ透鏡需定制,焦深±0.5mm內光斑直徑變化<5%。
-光路密封:防塵等級IP54以上,避免銅粉污染鏡片。
2.輔助系統
-除塵:2000Pa以上負壓吸塵,配合靜電消除器(離子風棒)。
-覆膜切割:帶PET保護膜的銅箔需Z軸隨動控制,壓力<20g防壓痕。
-視覺定位:CCD相機精度±5μm,具備MARK點糾偏功能(精度±3μm)。
三、行業應用驗證
1.鋰電池極耳切割
-需求:無毛刺(防短路)、錐度<5°。
-方案:紫外激光+氮氣保護,切割速度≥300mm/s,毛刺高度<2μm。
2.FPC軟板加工
-需求:PI基材不碳化、無銅箔翹曲。
-方案:綠光激光(20W)+真空吸附平臺,熱影響區控制<20μm。
四、成本控制建議
1.功率匹配:
-6μm超薄銅箔選10-15W紫外激光;
-35μm常規箔選20-30W綠光激光。
避免盲目追求高功率!
2.維護成本:
-激光器壽命:紫外激光管≥1.5萬小時(綠光≥2萬小時)
-耗材成本:振鏡保護鏡片更換周期>3個月
3.能耗對比:
|類型|整機功耗(kW)|切割能效(mm/J)|
||-||
|紫外激光|5-8|0.15-0.25|
|綠光激光|4-6|0.08-0.15|
五、供應商篩選要點
1.打樣測試:
-要求切割:0.5mm寬蛇形線、φ0.3mm微孔、銳角轉角。
-檢測項目:SEM邊緣形貌、拉力測試(剝離力>1.5N/cm)。
2.軟件生態:
-必備功能:自動排料(省料率>85%)、工藝庫管理、設備OEE監控。
-兼容性:支持MES系統數據對接(OPCUA協議)。
總結決策路徑:
“`mermaid
graphTD
A[銅箔厚度]–>|<18μm|B(紫外激光)
A–>|18-70μm|C(綠光激光)
B–>D[精度需求>±3μm?]
D–>|是|E[選直線電機平臺]
D–>|否|F[伺服電機平臺]
E–>G[增加視覺定位]
F–>G
G–>H[測試除塵效果]
H–>I[簽訂工藝保證協議]
“`
>注:優先選擇提供工藝包開發服務的供應商,銅箔切割需定制參數庫(功率/頻率/輔助氣配比)。設備驗收時要求連續8小時切割良率≥99.5%,邊緣粗糙度Ra<0.8μm。
點擊右側按鈕,了解更多激光打標機報價方案。
相關推薦
銅箔外形激光切割機怎么選型號
銅箔外形激光切割機怎么選型號

選擇合適的銅箔外形激光切割機型號,需要綜合考慮材料特性、加工需求、生產目標以及設備本身的性能參數。以下是系統化的選型指南,幫助您在眾多選項中做出明智決策:
一、核心考量因素
1.銅箔特性與應用場景:
厚度范圍:明確您主要切割的銅箔厚度(常見6μm-70μm,動力電池以6-12μm為主)。設備需具備穩定切割超薄材料的精度和熱控制能力。
材質狀態:光箔還是帶涂層箔(如碳涂層)?涂層可能影響激光吸收率和切割效果。
加工要求:
外形復雜度:簡單輪廓還是復雜精密圖形(如極耳)?
精度要求:關鍵尺寸公差(通常±10μm至±30μm)、切口寬度(切縫)、邊緣質量(無毛刺、熔渣、氧化、熱影響區HAZ小)。
潔凈度要求:對粉塵、熔融物殘留的容忍度(鋰電行業要求極高)。
生產效率:期望的切割速度、產能(片/小時或米/分鐘)。
2.激光器類型-最關鍵的選擇:
紫外皮秒/飛秒激光器:
優勢:“冷加工”原理,熱影響區極小甚至無,切割邊緣光滑無毛刺、無熔渣,精度極高(可達±5μm),適合超薄箔(<12μm)、高精度、高潔凈度要求(如動力電池極片)。 劣勢:設備成本、維護成本最高,切割速度相對較慢(但近年提升顯著)。 綠光激光器: 優勢:銅箔吸收率較高(約40%),熱影響區小于紅外激光,切割質量和精度較好,速度通常快于紫外超快激光,成本低于紫外超快。 劣勢:熱影響區仍大于紫外超快,邊緣可能輕微氧化或微熔,成本高于紅外。 紅外光纖激光器: 優勢:成本最低,切割速度最快。 劣勢:熱影響區大,易產生熔渣、毛刺、氧化、卷邊,邊緣質量差,精度相對較低。不推薦用于要求高的超薄銅箔切割(尤其動力電池),僅適用于厚箔或對邊緣要求極低的場合。 結論:對于主流的鋰電池、高精度電子行業銅箔切割: 首選:紫外皮秒/飛秒激光器(滿足最高質量與潔凈度)。 次選:綠光激光器(平衡成本、速度和質量)。 盡量避免:紅外光纖激光器(除非特定厚箔低要求場景)。 3.運動平臺與精度系統: 平臺類型: 高精度氣浮平臺:主流選擇。無摩擦、高速、高加速度、高精度、低振動,適合超薄材料高速精密加工。 精密絲杠/直線電機平臺:成本較低,但速度、加速度、平穩性通常低于頂級氣浮平臺,可能帶來微振動影響薄材切割。 定位精度與重復定位精度:這是核心指標。要求重復定位精度≤±3μm至±5μm,定位精度≤±10μm。直接影響切割圖形的尺寸一致性。 直線度/平面度:平臺自身的精度,影響大面積切割的均勻性。 速度與加速度:影響生產效率。高加速度能減少空行程時間,提高節拍。 4.光學掃描系統: 振鏡掃描式:主流方式。通過高速振鏡反射激光束進行掃描切割。 優勢:速度快(尤其對小圖形、復雜圖形),動態性能好。 劣勢:加工幅面受限于振鏡場鏡(常見100mmx100mm至300mmx300mm),大幅面需拼接,拼接精度要求高。邊緣可能存在“振鏡痕跡”。 平臺直寫式:激光頭固定,平臺帶動材料運動。 優勢:加工幅面靈活(由平臺決定),切割直線邊緣質量通常更好。 劣勢:整體速度(尤其空移)通常低于振鏡,復雜圖形效率低。 混合式:結合振鏡和平臺運動,兼顧速度與大幅面。 選型建議: 小尺寸、高復雜度圖形、追求極速→優選高精度振鏡。 大幅面、長直線條多、追求邊緣一致性→考慮平臺直寫或混合式。 振鏡需關注:掃描速度、定位精度、場鏡焦距與光斑質量、拼接精度技術。 5.視覺定位與校準系統: 必備功能:用于精確定位材料上的Mark點,補償材料來料偏差、拉伸變形、放置誤差。 關鍵指標:相機分辨率、定位精度(通常需≤±5μm)、算法穩定性、對位速度。 功能:CCD視覺定位、自動對焦、切割過程實時監控(選配)。 6.除塵與防護系統: 高效除塵:銅粉極其細小且導電,必須配備強力且過濾精度高(HEPAH13/H14級)的除塵系統,保護光學器件、防止污染環境/產品、保證操作人員健康。 防護:激光安全防護(Class1標準)、設備密封性(防止粉塵外溢)。 7.軟件與控制系統: 易用性:圖形化界面,操作簡便。 兼容性:支持主流CAD文件格式(DXF,DWG,AI等),導入方便。 排版功能:自動/手動排版優化材料利用率。 工藝數據庫:存儲和調用不同材料/厚度的優化切割參數。 生產管理:支持條碼/RFID掃描、數據追溯、產量統計、設備狀態監控(選配)。 8.自動化與集成需求: 是否需要自動上料/下料(卷對卷、片對片)? 是否需要與前后道工序(如涂布、分切、疊片/卷繞)聯線? 明確自動化程度要求,選擇具備相應接口和擴展能力的設備。 二、選型流程 1.明確需求:詳細列出自身加工的材料規格(厚度、幅寬)、圖形要求(精度、復雜度)、產能目標(速度、稼動率)、質量要求(邊緣、潔凈度)、預算范圍、未來可能的擴展需求(自動化、聯線)。 2.市場調研與初篩: 收集主流設備廠商信息(國內外品牌)。 根據核心需求(尤其是激光器類型和精度要求)篩選出初步候選機型。 3.技術評估: 詳細研究參數:激光器(類型、波長、脈寬、功率)、平臺(類型、精度、速度、幅面)、振鏡(精度、速度、場鏡)、視覺系統(精度、功能)、除塵能力、軟件功能。 索取技術資料:要求廠商提供詳細規格書和測試報告。 4.打樣驗證(至關重要): 提供樣品:使用您實際生產的銅箔材料(厚度、狀態一致)。 制定測試內容:切割典型復雜圖形、測量關鍵尺寸精度、觀察邊緣質量(顯微鏡)、檢查背面污染/熔渣、測試切割速度、評估除塵效果。 現場考察:如可能,參觀廠商或用戶現場,觀察設備實際運行狀況和切割效果。 5.綜合比較與評估: 性能對比:將各機型的打樣結果進行客觀對比(精度、質量、速度)。 成本分析:設備購置成本、耗材成本(激光器、鏡片、過濾器)、維護成本、運行成本(能耗)。 廠商實力評估:技術實力、行業口碑、售后服務網絡、響應速度、備件供應能力。 擴展性與兼容性:是否滿足未來可能的自動化或工藝升級需求。 6.商務談判與決策: 基于綜合評估結果,選擇性價比最優、最符合長期需求的型號。 明確合同細節:技術規格、驗收標準、交貨期、付款方式、培訓、保修條款、售后服務承諾。 三、重點總結與建議 激光器是靈魂:超薄高精度銅箔切割,紫外超快激光(皮秒/飛秒)是首選,綠光可作為性價比較高的替代方案,盡量避免紅外光纖激光。 精度是核心:重復定位精度≤±5μm是高端應用的門檻。關注平臺、振鏡、視覺系統的綜合精度表現。 打樣是試金石:務必用實際材料進行嚴格打樣測試,眼見為實。 除塵不可忽視:高效可靠的除塵系統是保證設備長期穩定運行和產品質量的關鍵。 廠商服務是保障:選擇技術實力強、售后服務完善、響應及時的供應商。 平衡與前瞻:在滿足當前需求的前提下,適當考慮未來可能的產能提升、工藝升級或自動化需求。 通過系統性地分析自身需求,深入研究設備性能,并經過嚴格的打樣驗證,您就能為銅箔外形激光切割選擇到最適合、最高效、最可靠的設備型號,為產品質量和生產效率奠定堅實基礎。
點擊右側按鈕,了解更多激光打標機報價方案。
銅箔可以激光切割嗎
銅箔可以激光切割嗎
銅箔激光切割:可行性與關鍵技術解析
簡短回答:可以!銅箔完全可以通過激光進行高精度、高效率的切割,尤其是在超薄(如6μm至35μm)和高精度要求場景中,激光切割已成為主流工藝。
一、激光切割銅箔的核心挑戰與應對方案
銅箔的物理特性(高導熱、高反射、超薄)對激光切割構成獨特挑戰:
1.高反射率(主要挑戰):
問題:銅對紅外波段激光(如廣泛應用的1064nm光纖激光)反射率極高(>90%),大部分能量被反射,無法有效加熱材料,效率低下甚至損壞激光器。
解決方案:
選用合適波長:采用紫外激光(355nm)或綠光激光(532nm)。銅對這些短波長的吸收率顯著提高(紫外吸收率可達~40%,遠高于紅外),能量利用率大幅提升。
高峰值功率脈沖激光:使用納秒、皮秒甚至飛秒脈沖激光器。極高的瞬時功率密度可“暴力”突破銅的反射壁壘,實現材料有效燒蝕。
2.高導熱性:
問題:銅導熱極快,輸入的熱量迅速向四周擴散,導致熱影響區擴大,切縫變寬、邊緣熔化、翹曲甚至燒穿(尤其對超薄箔)。
解決方案:
超短脈沖激光:皮秒、飛秒激光脈沖時間極短(10?12-10?1?秒),在熱量來得及擴散之前就已完成材料去除(主要是汽化),實現真正的“冷加工”,熱影響區極小,邊緣質量極佳。
高重復頻率與優化掃描策略:即使使用納秒激光,通過優化脈沖重復頻率、掃描速度和路徑(如多次快掃),減少單點熱量累積,控制熱輸入。
3.材料超薄:
問題:極小的熱容使銅箔對熱輸入極其敏感,易過熱變形、燒穿、卷曲;物理強度低,易受機械力(如氣體吹拂)影響。
解決方案:
精密光束控制與聚焦:使用高質量光學系統和高精度振鏡,確保極小的聚焦光斑(可達微米級)和精準定位。
優化工藝參數:精細調校激光功率、脈沖頻率、脈寬、掃描速度、離焦量等,找到剛好能汽化材料又不至于過度輸入熱量的“甜點”。
真空吸附工作臺:將銅箔平整、緊密地吸附在臺面上,防止振動、翹曲,保證焦點位置穩定,并減少氣體擾動。
保護氣體/吹氣優化:使用惰性氣體(如氮氣)輔助吹走熔渣并防止氧化,但需精確控制氣壓和角度,避免吹動或損傷薄箔。
二、激光切割銅箔的顯著優勢
相比傳統沖壓、刀模切割,激光切割在銅箔加工中優勢突出:
1.無接觸、無應力:激光束無物理接觸,避免薄箔變形、壓痕或機械損傷。
2.超高精度與精細特征:光斑極小(微米級),可切割復雜精細圖形、微孔(<50μm)、異形輪廓,滿足高密度線路需求。 3.高靈活性:通過軟件編程可即時切換切割圖案,無需更換模具,適合小批量、多品種、快速打樣。 4.高質量切邊:特別是使用超短脈沖激光時,切邊光滑、無毛刺、無熔渣、熱影響區極小,電氣性能更優。 5.高效率:高速振鏡掃描系統實現毫秒級定位,切割速度快,尤其適合大面積陣列切割。 6.自動化集成:易于與自動化生產線集成,實現卷對卷加工。 三、典型應用場景 激光切割銅箔技術已廣泛應用于高科技領域: 1.鋰電池制造: 電極極耳切割:在正負極集流體(銅箔/鋁箔)上精準切割出用于焊接的極耳,是當前最主要的應用。紫外/綠光納秒激光是主流工藝。 電極輪廓切割:切割出特定形狀的電極片。 2.柔性印刷電路板: 精細線路成型:直接在覆銅柔性基材上切割出超細線路和焊盤。 覆蓋膜開窗:精準切割覆蓋膜露出下方焊盤。 3.半導體封裝: 引線框架:切割超薄銅合金引線框架。 4.電磁屏蔽與傳感器: 精密金屬網柵/天線:制作用于屏蔽或傳感的微細銅網結構。 5.科研領域:制作微電極、微流控器件等。 四、設備選型與工藝要點建議 1.激光器選擇: 超薄箔/極高精度/無熱影響要求:紫外皮秒/飛秒激光器是最佳選擇,但成本最高。 主流工業應用(如極耳切割):綠光納秒激光器或紫外納秒激光器是性價比最優解,在效率和質量間取得良好平衡。高功率紅外光纖激光器(需特殊抗高反設計)也可用于較厚銅箔(如>70μm),但邊緣質量和熱影響相對較大。
2.運動系統:高精度、高速振鏡掃描系統是標配。對于卷對卷應用,需配備精密張力控制和收放卷系統。
3.工作臺:真空吸附平臺至關重要,確保薄箔平整無位移。
4.工藝開發:必須進行嚴格的DOE實驗,精細優化功率、頻率、速度、離焦量、吹氣參數等。實時監測(如視覺系統)和閉環控制有助于保證穩定性。
5.環境與安全:配備有效抽風除塵系統處理金屬煙塵;注意激光防護(尤其短波長激光);設備需良好接地并具備抗高反保護功能。
結論
銅箔激光切割不僅是可行的,更是現代精密制造(尤其是鋰電和FPC行業)不可或缺的關鍵技術。通過選用合適波長的短脈沖激光(特別是綠光和紫外)、采用超短脈沖(皮秒/飛秒)技術、配備真空吸附平臺并精密控制所有工藝參數,完全可以克服銅的高反射、高導熱和超薄特性帶來的挑戰,實現高質量、高效率、高柔性的切割。隨著激光技術的持續進步(更高功率、更短脈沖、更低成本)和工藝的不斷優化,激光切割在銅箔加工領域的應用廣度和深度將持續拓展。
點擊右側按鈕,了解更多激光打標機報價方案。
銅箔激光焊接
銅箔激光焊接
250604135.銅箔激光焊接:精密連接的新銳力量
在新能源汽車動力電池、高端電子封裝等領域,極薄銅箔(通常指厚度在數百微米以下的純銅或銅合金箔材)的精密可靠連接是核心制造挑戰。傳統焊接方法如電阻焊熱輸入大、易變形,超聲波焊對極薄箔適應性有限,而激光焊接以其非接觸、高能量密度、極佳可控性的特性,正成為銅箔連接領域的耀眼明星。
技術優勢顯著:
1.克服銅材特性障礙:銅的高導熱性(散熱快)和高紅外反射率(尤其對1064nm波長)曾是其激光焊接的“攔路虎”。然而,現代激光技術通過采用高功率密度(藍光/綠光激光器,其波長銅吸收率更高)、光束擺動、脈沖調制等策略,有效提升了能量耦合效率,實現穩定熔池。
2.極致熱輸入控制:激光能量可被精確地聚焦在微米級區域,配合超短脈沖(皮秒、飛秒激光)或精準的連續/調制波控制,能將熱影響區(HAZ)壓縮至極小范圍。這對于防止極薄銅箔的燒穿、翹曲、晶粒過度長大至關重要,完美保留母材的力學與電學性能。
3.無應力精密連接:非接觸式加工避免了機械壓力,結合精準的熱管理,顯著降低了焊接應力和變形風險。這對于多層堆疊、微細結構的電池極耳、柔性電路(FPC)等敏感部件尤為關鍵。
4.高度自動化與柔性:激光束易于通過振鏡系統高速、精確偏轉,與機器人或精密運動平臺集成,可輕松實現復雜二維或三維路徑的自動化焊接,適應多品種、小批量的柔性生產需求。
工藝要點與挑戰:
激光器選擇:藍光(~450nm)和綠光(~515nm)激光器因銅對其吸收率遠高于傳統紅外激光(可達60%以上vs.<5%),成為薄銅箔焊接的首選,大幅降低所需功率門檻。紅外光纖激光器配合光束擺動等工藝優化也可用于較厚銅材。 參數精密調控:功率、脈寬、頻率、離焦量、掃描速度、擺動參數(幅度、頻率、圖形)等需精細匹配,以在確保熔深、熔寬滿足要求的同時,抑制飛濺、氣孔、未熔合等缺陷。保護氣體(如氬氣)對防止氧化至關重要。 間隙與裝配控制:激光光斑小,對焊件裝配間隙和貼合度要求極高(通常需<材料厚度的10%-20%),需精密工裝保證。 過程監控與質量保障:集成熔池監測(如高速攝像、光電傳感器)、等離子體光譜分析等實時傳感技術,結合AI算法,是實現閉環控制和100%在線質量判斷的發展方向。 廣闊應用天地: 鋰離子電池制造:是當前最主要的應用場景。用于電芯內部多層銅箔極耳的可靠并聯焊接(Busbar焊接),以及電池模組中連接片(Connector)、匯流排(Busbar)與電芯極柱的連接。其低熱輸入保障了電芯安全性和壽命。 微電子與半導體封裝:引線框架連接、柔性印刷電路板(FPC/FPCB)上銅導線的修復與互連、芯片貼裝(DieAttach)等,要求極高的精度和可靠性。 傳感器與微機電系統(MEMS):微型銅質敏感元件的精密封裝與連接。 新能源電力電子:IGBT/DBC基板、功率模塊內部的銅層連接。 未來展望: 銅箔激光焊接技術將持續向更高效率、更智能化、更低成本邁進。更高功率/更高亮度的藍綠光激光器、更先進的超快激光應用、更智能的在線監控與自適應控制技術、以及工藝模擬與優化軟件的深度結合,將不斷拓展其在精密制造領域的疆界,為高性能電子電氣產品的微型化、輕量化和高可靠性提供核心連接保障。
點擊右側按鈕,了解更多激光打標機報價方案。
免責聲明
本文內容通過AI工具智能整合而成,僅供參考,博特激光不對內容的真實、準確或完整作任何形式的承諾。如有任何問題或意見,您可以通過聯系1224598712@qq.com進行反饋,博特激光科技收到您的反饋后將及時答復和處理。